Plastic Thermoform Manufacturing and Engineering Design Guidelines
start
General: Thermoforming is a method of manufacturing plastic parts by preheating a flat sheet of plastic, then bringing it into contact with a mold whose shape it takes. This can be done by vacuum, pressure, and/or direct mechanical force. The process offers close tolerances, tight specifications, and sharp detail. With the proper finishing techniques, thermoformed parts can be comparable to injection molded pieces in quality, while costing much less.
Design: For molded in dimensions of parts from a machined aluminum mold use +/-.015" for the first inch adding an additional +/-.001" for each subsequent inch. For molded in dimensions of parts from a cast aluminum mold use +/-.030" for the first 16" adding an additional +/-.001" for each subsequent inch. Trimmed dimensions, regardless of the mold but using CNC or other trimming equipment, should have a general tolerance of +/-.015". For hole diameters and similar features of size, use +/-.005". As always, Engineers Edge recommends consulting with the vendor for their suggestions.
Manufacturing and Design Specifics:
Most thermoforming resins have a coefficient of thermal expansion in the range of .000055" to .000130" per F per inch [5.5 - 13.0 x 10-5 in./F/in.]. This will be a more significant factor when the part is large and the "in use" temperature of the part varies. Depending on application, most parts over 40" it is good practice to add a note to the drawing specifying a temperature at which the dimensions should be measured.
Core extrusion quality will affect the part in many ways. The control that the extruder maintains from run to run is very important. Changes in extrusion speed, direction, temperature, and gauge will modify the amount of stress that the sheet has when it is delivered to the thermoform vendor. Differences in that stress will change the rate at which the part molds thus changing the dimensions.
Molds must be temperature controlled with internal cooling channels to allow for consistent mold temperature. Aluminum is the material of choice because it has very high coefficient of thermal conductivity that allows consistent cooling cycle times through the entire production run of components. Because of the amount of shrink that takes place at the aluminum foundry when a mold is cast the typical tolerances (from the print to the mold) begin at +/-.030" for the first 16", adding an additional +/- .001" for each subsequent inch. The forming process must be very consistent from run to run to insure dimensional consistency. A change in the amount of time the part spends in the mold has a direct effect on the amount of part shrinkage that occurs. The part must be held in the mold until the set temperature of the resin has been reached. A quality thermoformer typically will have digital controls on their forming equipment along with the capability to continually monitor the sheet temperatures during the heating cycle. Post-molded CNC trimming of part critical features allows for tighter tolerances and consistent parts. A typical CNC trimming machine can control feature profile and form down to +/- .001, a trimming machine typically is designed for +/-.005". For cost effectiveness, use holding fixtures that allow a tolerance of +/-.015". Hole sizes and hole patterns can be held to a tolerance of +/-.005". To try and hold tighter tolerances would require special fixtures and will drive the cost of parts significantly upward.
General: Thermoforming is a method of manufacturing plastic parts by preheating a flat sheet of plastic, then bringing it into contact with a mold whose shape it takes. This can be done by vacuum, pressure, and/or direct mechanical force. The process offers close tolerances, tight specifications, and sharp detail. With the proper finishing techniques, thermoformed parts can be comparable to injection molded pieces in quality, while costing much less.
Design: For molded in dimensions of parts from a machined aluminum mold use +/-.015" for the first inch adding an additional +/-.001" for each subsequent inch. For molded in dimensions of parts from a cast aluminum mold use +/-.030" for the first 16" adding an additional +/-.001" for each subsequent inch. Trimmed dimensions, regardless of the mold but using CNC or other trimming equipment, should have a general tolerance of +/-.015". For hole diameters and similar features of size, use +/-.005". As always, Engineers Edge recommends consulting with the vendor for their suggestions.
Manufacturing and Design Specifics:
Most thermoforming resins have a coefficient of thermal expansion in the range of .000055" to .000130" per F per inch [5.5 - 13.0 x 10-5 in./F/in.]. This will be a more significant factor when the part is large and the "in use" temperature of the part varies. Depending on application, most parts over 40" it is good practice to add a note to the drawing specifying a temperature at which the dimensions should be measured.
Core extrusion quality will affect the part in many ways. The control that the extruder maintains from run to run is very important. Changes in extrusion speed, direction, temperature, and gauge will modify the amount of stress that the sheet has when it is delivered to the thermoform vendor. Differences in that stress will change the rate at which the part molds thus changing the dimensions.
Molds must be temperature controlled with internal cooling channels to allow for consistent mold temperature. Aluminum is the material of choice because it has very high coefficient of thermal conductivity that allows consistent cooling cycle times through the entire production run of components. Because of the amount of shrink that takes place at the aluminum foundry when a mold is cast the typical tolerances (from the print to the mold) begin at +/-.030" for the first 16", adding an additional +/- .001" for each subsequent inch. The forming process must be very consistent from run to run to insure dimensional consistency. A change in the amount of time the part spends in the mold has a direct effect on the amount of part shrinkage that occurs. The part must be held in the mold until the set temperature of the resin has been reached. A quality thermoformer typically will have digital controls on their forming equipment along with the capability to continually monitor the sheet temperatures during the heating cycle. Post-molded CNC trimming of part critical features allows for tighter tolerances and consistent parts. A typical CNC trimming machine can control feature profile and form down to +/- .001, a trimming machine typically is designed for +/-.005". For cost effectiveness, use holding fixtures that allow a tolerance of +/-.015". Hole sizes and hole patterns can be held to a tolerance of +/-.005". To try and hold tighter tolerances would require special fixtures and will drive the cost of parts significantly upward.
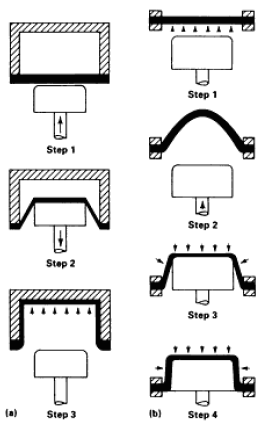
Examples of thermoforming methods used for superplastic forming. (a) Plug-assisted forming into a female die cavity. (b) Snap-back forming over a male die that is moved up into the sheet
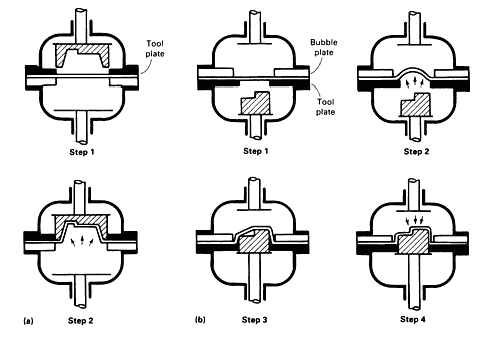
Thermoforming methods that use gas or vacuum pressure and movable tools to produce parts from superplastic alloys. (a) Female forming. (b) Male forming
Link to this Webpage:
© Copyright 2000 -
2024, by Engineers Edge, LLC
www.engineersedge.com
All rights reserved
Disclaimer |
Feedback
Advertising
| Contact