|
||||||||||||
|
||||||||||||
| Round Bar Tracking | |||
| Post Reply | Forum | ||
Posted by: fcesar ®  01/10/2006, 08:25:03 Author Profile eMail author Edit |
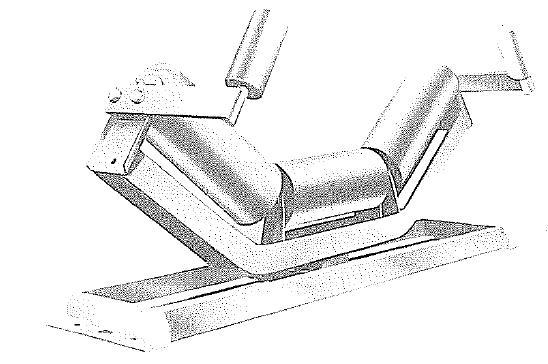
On our operation we drive rounds bars using a pinch roller system (see attached).
The bottom hub drives the bar and the top roller pushes the bar against the hub to create friction. The bar is perpendicular to the drive and the top roller is parallel to the drive shaft. The hub has a 60 deg "V" profile where the bar sits on. The problem we are experiencing is the bar tends to walk up the V to the point of even falling out of the hub even with over 5.000 lbs holding it down. Besides shaft and top roller alignment, does anyone know what else could cause this problem or the forces involved on this kind of drive system? Thanks Kiko
|
| Post Reply | Recommend Email | Alert Administrator | View All | | Next | |
| Replies to this message |
| Re: Round Bar Tracking | |||
| Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: rsteele ® 01/23/2006, 13:30:28 Author Profile eMail author Edit |
WRT your bar feeding problem, is it feasible to drive the upper roller as well? Maybe slave it off the lower drive. |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- rsteele | Post Reply | Top of thread | Forum |
| Posted by: fcesar ® 01/23/2006, 14:16:08 Author Profile eMail author Edit |
Answering rsteele's question.
We run from 0.750" up to 6.5" dia. bars. It would be great if we could power the top roller, but we haven't come up with an feasible way to do it.. yet!!!! |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread |
| Re: Round Bar Tracking | |||
| Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: zekeman ® 01/11/2006, 09:31:33 Author Profile eMail author Edit |
You have too much upper roller bearing friction causing a moment on the bar equal to the lateral force of the upper roller times the diameter of the bar. The 5000 pounds times the coefficient of friction which is probably over .4 is the potential problem. You should not need that much lateral force to move the bar and in fact the larger the force the more the tendency to walk. |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: swearingen ® 01/11/2006, 08:19:06 Author Profile eMail author Edit |
I really don't know if this solution is viable in your case, but in working with conveyors for a number of years, I know of a training device for this problem. It stops the belt from climbing up the sides of troughing idlers. It's an idler that is on a vertical axis swivel with two guide rollers mounted vertically at the edge of the belt, slightly upstream of the training idler itself. What happens is when the belt starts to ride up on one side, it touches the vertical guide roller which swivels the training idler slightly the other way. This nudges the belt back towards the centerline.
Modified by swearingen at Wed, Jan 11, 2006, 08:20:31 |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- swearingen | Post Reply | Top of thread | Forum |
| Posted by: fcesar ® 01/11/2006, 14:54:33 Author Profile eMail author Edit |
I can't use the conveyor idea.
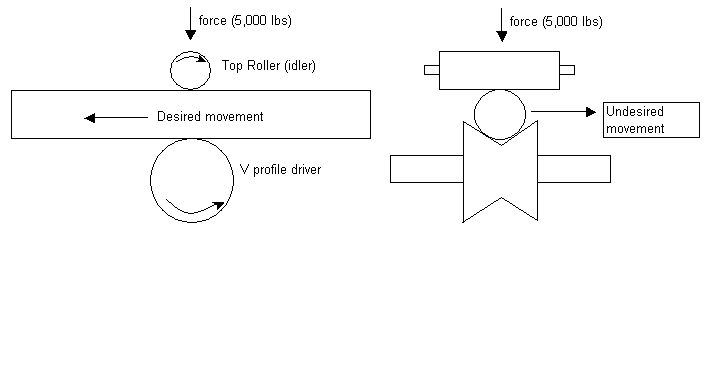
I'm not sure I understand Zekeman's explanation. We need a high friction between the bar and the V hub, this system pulls the bars out on a continouos horizontal casting process. Less then 4,000 lbs the bar will slip. What I didn't understand fully is how can I generate enough force on the side of the bar move it out of the V. Maybe the scatch below helps explain. Material: Cast iron
|
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: zekeman ® 01/12/2006, 09:36:12 Author Profile eMail author Edit |
My explanation was for a possible upward rotation of the bars, but you say that is not your problem.
I have a few questions for clarification on my part and that might shed some light on your problem for others to see. 1 What is the size and weight of the bars and how are they supported as they are being moved? 2 Has this setup ever worked properly? 3 Have you had to make changes in the contact force (now 5000 lb)? 4 What maintenance do you perform on the conveying system. 5 What is the angle of the vee? |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: ChrisMEngr ® 01/11/2006, 20:34:58 Author Profile eMail author Edit |
Would using a v-shape on the top roller be a problem? It may help to keep your pipe in place. |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- ChrisMEngr | Post Reply | Top of thread | Forum |
| Posted by: fcesar ® 01/13/2006, 09:29:02 Author Profile eMail author Edit |
Here it is plus more pictures to help (another picture on next posting)
Q-1 What is the size and weight of the bars and how are they supported as they are being moved? A- Size range from 1" (2.9 lbs/foot) to 6"(93 lbs/foot), cast iron. Weight: we have most problem with bars smaller then 2". The larger bars we use 10K to 12K lbs top pressure, we still notice signs of side forces but it causes no problem. Using this kind of pressure on smaller bars will prevent walking, but will deform the material and the side forces bends the bars. They are supported by V profile free floating/spinning rollers approx. 3' apart. Q-2 Has this setup ever worked properly?
Q-3 Have you had to make changes in the contact force (now 5000 lb)?
Q-4 What maintenance do you perform on the conveying system.
Q-5 What is the angle of the vee?
One more information that might help. The bars tend to "corkscrew", like it's spinning. We might have alignment problem, but how much misalignment can I have without creating big problem. If I need less then 1 deg off, then this could be my problem. My alignment procedure is good but not that accurate.
|
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: fcesar ® 01/13/2006, 09:30:46 Author Profile eMail author Edit |
Here is another picture
|
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: zekeman ® 01/14/2006, 08:59:20 Author Profile eMail author Edit |
I think your main problem as I pointed out in my first post is too much upper bearing friction which you have noted by excessive heating and failure of your present bearing design. Throwing some numbers out, if, for example, you move say 1000 lbs of pipe, I would think it shouldn't take more than 200 lbs of horizontal force to move it. Therefore,if you need say 5000 lbs of vertical force to avoid slipping, and assuming the driver coefficient of friction is say 0.3, then the drive roller horizontal force is 1500 lbs and using my number of 200 lbs, this suggests that the upper bearings are responsible for 1500-200 or 1200 lbs of hold back friction which I think is unsatisfactory and probably the cause of most of your problem including the walking. In fact, your upper bearing is not much more effective than a slidng plate.
In view of this, I think your first order of business is to get a better and more reliable upper bearing design which would also be more foregiving of the misalignment problem. |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- zekeman | Post Reply | Top of thread | Forum |
| Posted by: ChrisMEngr ® 01/14/2006, 13:38:41 Author Profile eMail author Edit |
Just out of curiosity, is there any give to your upper bearing? When the pipe starts to corkscrew and "walk" out of the v-groove it has to move in an upward direction. When it does this, does the upper bearing move or does the pipe deform? |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- ChrisMEngr | Post Reply | Top of thread | Forum |
| Posted by: fcesar ® 01/16/2006, 07:29:33 Author Profile eMail author Edit |
You might be right Zekeman. We have this problem across the board. We never did anything about it because it was not an issue until we increased production and started pulling 2 bars with the same drive.
I'm still a little lost on where the side thrust comes from. Could it be caused different bearing friction on each side of the top roller? As far as Chris curiosity, the top roller goes up, it's actuated by a 12" bore pneumatic cylinder. by the way, the structure is not pink, it's green.. picture problem |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
Posted by: fountainbel ®  01/23/2006, 15:36:01 Author Profile eMail author Edit |
Hello,
AS already suggested ,driving your pinch -rollers is surely the way to go. Mr Zekeman's analysis is fully to the point.I would also suggest to increase - as much as possible ! - the outer diameter of your pinch-rollers. This will make the inherent friction of your pinch roller bearings less disturbing for your transport process. I'm not surprised your problems increased dramatically after you started pulling 2bars. In my opinion you need fully independant set-ups for your 2 pinch rollers to overcome this problem. (Provide individual actuating piston for each pinch roller) Modified by fountainbel at Mon, Jan 23, 2006, 16:12:33 |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- fountainbel | Post Reply | Top of thread | Forum |
| Posted by: WhiteTiger ® 02/02/2006, 23:04:24 Author Profile eMail author Edit |
You can solve most of your problems with a few fairly simple changes. As someone else noted, increase your pinch roller diameter, but also add a v profile matching that on the lower drive rollers. Much of your deformation and resulting corkscrewing is due to transient overloading of the bar. The right angle intersection of the smooth pinch roller curve and the curved upper bar surface is functionally a point contact, which is grossly overloaded by the 5k pinch pressure. From the pictures, it would seem that you should be able to drive two bars with not much problem as long as you use the v profile and add a 2 or 3 degree pivot ability where the pinch roller axle mounts to the two ram posts at each end of the axle. Tiger |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- WhiteTiger | Post Reply | Top of thread | Forum |
| Posted by: fcesar ® 02/07/2006, 14:55:07 Author Profile eMail author Edit |
I would like to thank everyone for all the ideas.
We will apply some of the simpler ideas first Install a V profile top roller (same profile as the drive roller) and test it. It will be a few weeks before we have any meaningful result. I'll post it as soon as I have it. Thanks everyone Kiko |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread | | | |
| Re: Re: Round Bar Tracking | |||
| Re: Re: Round Bar Tracking -- fcesar | Post Reply | Top of thread | Forum |
| Posted by: fcesar ® 06/06/2006, 08:07:38 Author Profile eMail author Edit |
Finally. We made a big improvement. As suggested, we increased the size of the top roller from 7" to 9.5" and placed V groove to match the bottom roller. We still have the clocking effect but the bars no longer walk and we are able to use a much lower pressure to drive them. I would like to thank everyone for all the help.
kiko |
| Post Reply | Recommend Email | Alert Administrator | Where am I? Original Top of thread |
Powered by Engineers Edge
© Copyright 2000 - 2024, by Engineers Edge, LLC All rights reserved. Disclaimer




{kind=link}